我们为您准备了防撞护栏河道防撞护栏生产经验丰富产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:防撞护栏河道防撞护栏生产经验丰富的图文介绍
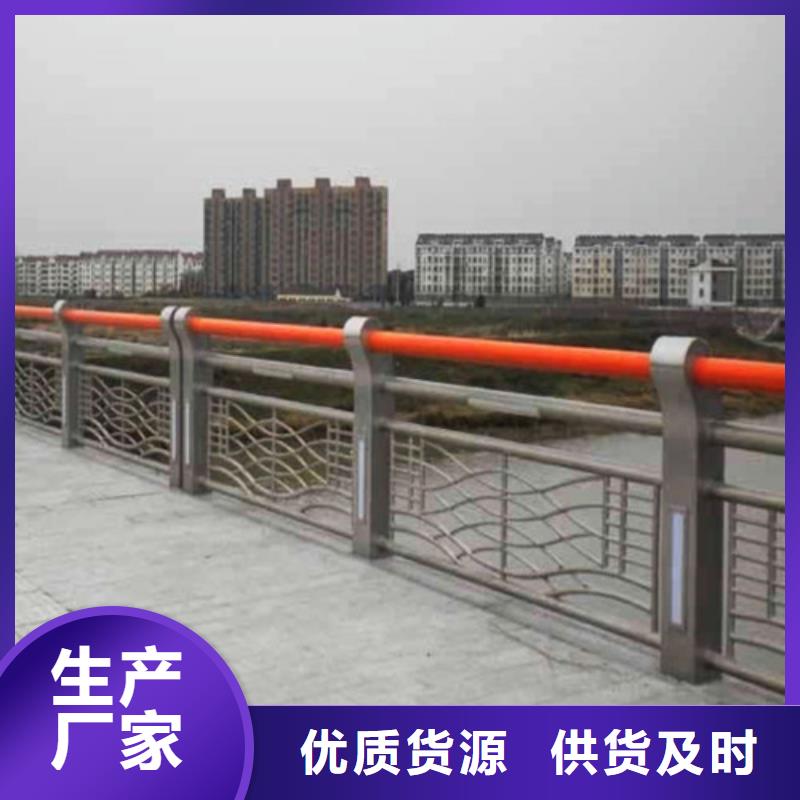
一鸣路桥工程有限公司成立以来,一直秉承着“合作共赢,共创未来”的服务宗旨,以“海纳百川,包容天下”的恢弘气魄和“立足创新,技术精炼”的追求精神,尽力尽情尽心的完善 洛阳伊川【中央分隔栏】产品品质,以此提升公司的全方位服务满意度.



锈钢复合管防撞护栏的底层与复层交界处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学 </p> <p> 性能、接头方式及填充金属种类,常发作高温结晶裂纹、推迟裂纹和脆化问题。焊接的办法有:焊条电弧焊、埋弧焊 </p> <p> 、CO2气体维护焊等,现在常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能 </p> <p> ,底层与复层有必要别离进行焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢相似,而底层与 </p> <p> 复层交界处的异种金属焊接是关键;二,焊前预备<;1,不锈钢复合管护栏的切开,一般总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复层有必要 </p> <p> 向下底层向上,不能损伤复层外表和结合处;在底层和复层都较厚的情况下,可选用等离子切开(从复层侧开始切开 </p> <p> )和氧-乙炔火焰切开(从基体侧开始,氧压和割速要比同厚的碳钢板小,但割嘴稍大些;2,不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形 ;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳 钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。<br /> ;3,坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形、U形、X形、V和U联合形等方式的坡 </p> <p> 口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当 焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层 </p> <p> 中少熔入底层成分4,不锈钢复合管护栏焊接材料的选用,当复合板厚度小于25mm时,底层也可全用A302焊条(应力较大); </p> <p> 当复合板大于25mm时,可先用纯铁焊条焊一层过渡层,然后用钢焊条焊接底层






内衬不锈钢复合管可以毫不犹疑说是目前管材市场中优环保管材,它主要是由薄壁不锈钢与碳钢管分别在一同的金属复合型材料。正由于这个缘由所以它本身是了不锈钢复合管和碳钢管的重多优势于一身的复合材料,换言之它兼具了不锈钢复合管良好的耐酸碱性能和抗腐蚀性能,表面洁净光滑,外表看起来十分的美丽。 2018年9月10,金秋时节,在马鞍山市体育馆马鞍山市十佳佳树立企业颁奖仪式,我金属荣获此称,再次表示热烈的祝贺。是一家专业从事不锈钢复合管消费加工企业,累积消费加工432万米不锈钢复合管,触及各类大型工程21项,中小项目321项。 不锈钢复合管复合管是国内起点高、管理好、技术强、设备优的专业不锈钢复合管复合管消费单位,产品已出口,应用于国外大型项目、工程。运营各种不锈钢复合管材料,且材料已普遍应用于石油化工、家用电器、电子、餐具和厨房设备、食品机械、精密五金制造等行业十几年来在鼓舞市场竞争中不时展开壮大。不同系列不同种类规格型号的不锈钢复合管复合管在消费制造过程中,特别是切割加工工序,工程人员需求在客户央求前提下,再根据管的本身物理特性中止尺寸公差的设计,这一点对质量的做主非常关键。 这其中碳钢不锈钢复合管是将内层的不锈钢复合管然后套入到了热镀锌钢管内,然后借助了机械力的作用,对镀锌钢管中止缩径处置,以及对内层不锈钢复合管做扩径处置,在这一工艺之下,将这两层材质中止紧密的分别,其分别强度也是有一定央求的,强度本身是需求超越规则1mpa以上才是佳的。 不锈钢碳素钢复合管大都采用氧气转炉战争炉冶炼,优质碳素钢也采用电弧炉消费。不锈钢碳素钢复合管根据炼钢脱氧程度的不同,碳素钢可分为钢、沸腾钢和介于两者之间的半钢。冶炼对钢的性能影响,主要是经过钢的纯真度而起作用的。



复合管防撞护栏使用的不锈钢复合管焊接时可能会出现的问题?<br /> 不锈钢复合管的结构有其特殊性, 从结构上看, 不锈钢复合管(内衬) 层厚度在 1.0-3.0mm 左右, 碳钢基层在 </p> <p> 2.0-50mm 左右, 复层比基层长出 1-3mm,不锈钢复合管的基层和复合层是通过内挤外压达到紧密接触而满足一 </p> <p> 定的剪切强度要求,在两个接触面的空间还可能存在空气、水分和油污等杂质。<br /> 在现场不锈钢复合管封底焊时,由于不锈钢复合管内衬层厚度薄; 加上管子存在椭圆度, 用机加工去掉基层而保留 </p> <p> 1-3mm 的内衬层难度很大; 不锈钢复合管焊接时内衬层极易烧穿。<br /> 不锈钢复合管焊接时基层与内衬层之间的杂质受热会分解为水蒸气和 CO2 气体, 在熔池内产生大量气体, 严重时 </p> <p> 发生爆裂破坏熔池。<br /> 不锈钢复合管焊接的特殊性对焊工的要求也更高, 由于内衬不锈层薄, 使本来比较难焊接的不锈钢复合管操作更难 </p> <p> , 容易造成烧穿, 留有小开放型缩口; 不锈钢层太薄,在基层碳钢焊接时,同样容易造成烧穿,从而造成不锈钢 </p> <p> 复合管碳钢基层的加速腐蚀。<br /> 不锈钢复合管焊接结构的特殊性使焊接完成的不锈钢复合管检验也存在更大的困难,常规的复合板焊接, 可以先焊 </p> <p> 基层, 待基层检验合格后焊接过渡层, 后焊接耐蚀层, 从焊接材料和工艺参数的选择容易保证耐蚀层的性能。而 </p> <p> 不锈钢复合管由于内部空间小,接触介质的根部焊道必须先焊接, 该层焊道不可避免的受到多次加热,其耐蚀性受 </p> <p> 到影响。<br /> 不锈钢复合管现场施工中不可能单独对不锈钢层进行检验, 而对全厚度的 X 射线检验又很难判断缺陷的具体位置。 </p>




 扫一扫
扫一扫